
Máy bóc gỗ quay không trục là thiết bị đưa khúc gỗ tròn có chiều dài nhất định vào bàn máy, các con lăn phía trước và sau quay tròn để thực hiện quá trình bóc bằng phương pháp ép và quay. Đường kính khúc gỗ xử lý có thể nhỏ đến 1cm.
Tốc độ đường truyền có thể đạt 150m/phút. Độ chính xác cao, sai số độ dày trong khoảng ±1mm, sai số chiều rộng ±2mm – đây là thiết bị bóc gỗ quay có hiệu suất và độ chính xác cao. Máy sử dụng nhiều model biến tần GD200A, hệ thống điều khiển dùng PLC IVC1L điều khiển toàn bộ hệ thống.


1. Yêu cầu quy trình
- Tính toán chính xác bán kính lõi gỗ
- Dao cắt phản hồi nhanh để đảm bảo độ chính xác cắt
- Biến tần cấp liệu phản hồi nhanh để đảm bảo độ dày ván đồng đều
- Tốc độ có thể điều chỉnh trong quá trình vận hành
- Vận hành tự động, không cần người giám sát
2. Cấu hình và giải pháp
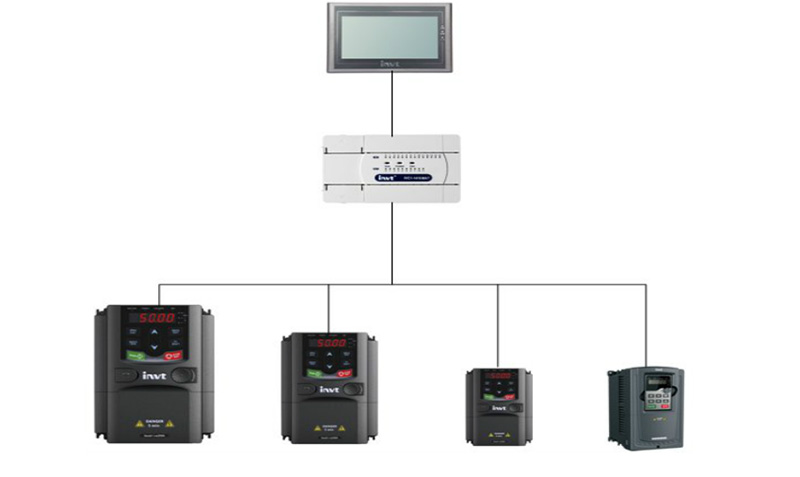
Máy bóc gỗ quay không trục sử dụng PLC INVT: IVC1L và HMI: VS070.
Giao tiếp RS485 được sử dụng giữa PLC và HMI. PLC có ba xung 50K. Một xung dùng để điều khiển tốc độ của con lăn đơn và kép. Một xung điều khiển tốc độ biến tần cấp liệu. Biến tần dao cắt giao tiếp với PLC qua RS485 để thay đổi chiều dài cắt.
| Tên thiết bị | Model | Số lượng |
|---|---|---|
| PLC | IVC1L | 1 |
| HMI | VS070 | 1 |
| Biến tần con lăn đơn & kép | GD200A-030G/037P-4 | 1 |
| Biến tần con lăn cao su | GD200A-015G/018P-4 | 1 |
| Biến tần cấp liệu | GD200A-2R2G-4 | 1 |
| Dao cắt | GD35-2R2G-4-H1 | 1 |
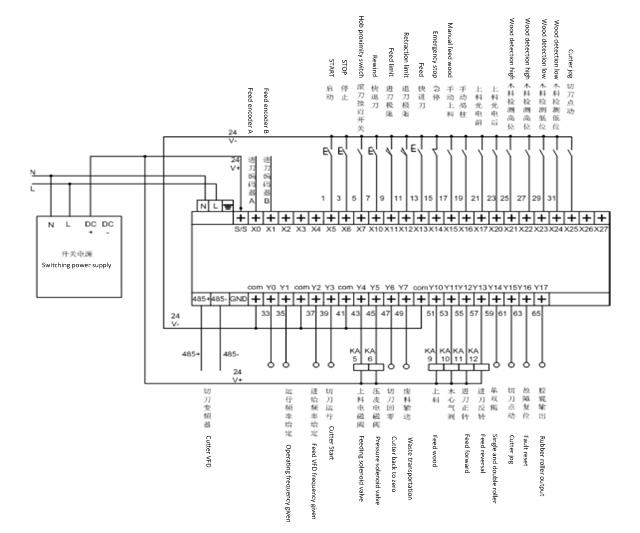
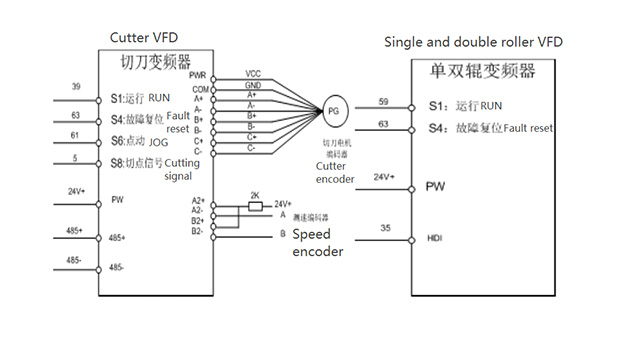
3. Sơ đồ điện
4. Quy trình điều khiển
Máy bóc gỗ quay không trục bao gồm: khung máy, hệ thống con lăn kép, hệ thống con lăn đơn, dao cắt, hệ thống truyền động và hệ thống điện.
Chức năng chính là xử lý gỗ tròn có chiều dài và đường kính nhất định, thực hiện quá trình bóc thành ván theo kích thước nhất định. Ván cắt ra phải hoàn chỉnh và đạt yêu cầu nghiêm ngặt về chiều dài và độ dày.
- Con lăn đơn và kép: Kẹp khúc gỗ và quay để dẫn động gỗ xoay tròn.
- Biến tần cấp liệu: Sau khi gỗ quay, mô tơ cấp liệu hoạt động theo đường cong tính toán để bóc gỗ đều.
- Biến tần con lăn cao su: Vận chuyển ván mỏng.
- Dao cắt: Mỗi vòng quay dao cắt một tấm ván; chiều dài ván có thể điều chỉnh trên HMI.
5. Cài đặt thông số biến tần
Biến tần dao cắt
| Thông số | Mô tả | Giá trị |
|---|---|---|
| P00.00 | Chế độ điều khiển tốc độ | 3 |
| P00.01 | Kênh lệnh chạy | 1 |
| P00.03 | Tần số đầu ra tối đa | 200 |
| P00.04 | Giới hạn trên tần số chạy | 200 |
| P00.11 | Thời gian tăng tốc | 0.5 |
| P00.12 | Thời gian giảm tốc | 0.3 |
| P05.01 | Chức năng chân S1 | 1 |
| P05.02 | Chức năng chân S2 | 45 |
| P05.04 | Chức năng chân S4 | 7 |
| P05.06 | Chức năng chân S6 | 4 |
| P08.06 | Tần số chạy bước | 50 |
| P08.07 | Thời gian tăng tốc bước | 0.6 |
| P08.08 | Thời gian giảm tốc bước | 0.6 |
| P14.00 | Địa chỉ giao tiếp local | 5 |
| P14.02 | Tốc độ truyền dữ liệu | 0 |
| P20.00 | Loại encoder | 0 |
| P20.01 | Số xung | 2500 |
| P21.28 | Thời gian ACC/DEC khi cấm xung | 40 |
| P23.00 ~ P23.16 | Các tham số công nghệ | … |
Biến tần con lăn đơn và kép
- P00.00 = 2
- P00.01 = 1
- P00.03 = 200
- P00.04 = 200
- P00.06 = 4
- P00.11 = 0.5
- P00.12 = 0.8
- P05.01 = 1
- P05.04 = 7
Biến tần con lăn cao su
Cài đặt giống như biến tần con lăn đơn và kép.
Biến tần cấp liệu
Tương tự, nhưng thêm:
- P05.02 = 2
- P08.37 = 1 (Bật chức năng hãm)
6. Kết luận
Máy bóc gỗ quay không trục được phát triển bởi INVT. Biến tần, PLC và HMI đều là sản phẩm của INVT, thể hiện khả năng tích hợp hệ thống và danh mục sản phẩm phong phú, có thể cung cấp cho khách hàng OEM một bộ giải pháp hệ thống hoàn chỉnh.
Tài liệu tham khảo:
[1] Hướng dẫn sử dụng biến tần GD200A – INVT
[2] Hướng dẫn sử dụng biến tần GD35 V3.5 – INVT
Để lại một bình luận
Bạn phải đăng nhập để gửi bình luận.