
Lời mở đầu
Từ những năm 1980, công nghệ in flexo đã phát triển nhanh chóng, chất lượng bản in đạt đến hoặc tiệm cận trình độ của in offset hay in ống đồng, vì vậy đã được ứng dụng rộng rãi trong in bao bì. Hiện nay ở các nước công nghiệp phát triển, in flexo đã chiếm vị trí chủ đạo trong lĩnh vực in bao bì.
Hiện tại, các máy in túi dệt kiểu cũ đồng bộ con lăn in và con lăn kéo bằng cơ khí, và cần thay đổi các trục in khác nhau khi thay đổi kích thước in. Những thiết bị in túi dệt kiểu cũ này có nhược điểm là chi phí cơ khí cao, ít tùy chọn kích thước in, và mất nhiều thời gian thao tác khi thay đổi kích thước in.
Máy in flexo túi dệt được đề cập trong bài viết này sử dụng chức năng cam điện tử của PLC AX70 để điều khiển đồng bộ chuyển động giữa con lăn kéo servo và con lăn in, đạt được hiệu quả in linh hoạt nhiều kích cỡ túi dệt mà không cần thay thế con lăn. Giải pháp này tiết kiệm chi phí thiết bị, kích thước in linh hoạt, giảm đáng kể thời gian và độ phức tạp thao tác khi thay đổi kích thước hay mẫu in.
Chất liệu túi dệt có nhược điểm là độ đàn hồi lớn, dễ bị kéo giãn, dễ biến dạng trong quá trình tăng/giảm tốc, dẫn đến lệch màu in. Ngoài ra, con lăn in có quán tính lớn, chỉ có thể tăng/giảm tốc từ từ. Theo cách điều khiển cam điện tử truyền thống, trục kéo phải ăn khớp khi con lăn in đang đứng yên, sau đó cả hai mới tăng tốc dần đến tốc độ làm việc, gây lệch màu nghiêm trọng trong quá trình tăng/giảm tốc, dẫn đến hao phí vật liệu.
Để khắc phục, INVT đã tối ưu chương trình điều khiển, cho phép con lăn in tăng tốc riêng đến tốc độ sản xuất trước, sau đó con lăn kéo mới tham gia đồng bộ, tránh hiện tượng lệch màu trong quá trình tăng tốc. Cảm biến vạch màu độ chính xác cao cũng được tích hợp để điều chỉnh chính xác ở tốc độ 100m/phút.
1. Nguyên lý làm việc và giới thiệu máy in flexo túi dệt nhiều màu
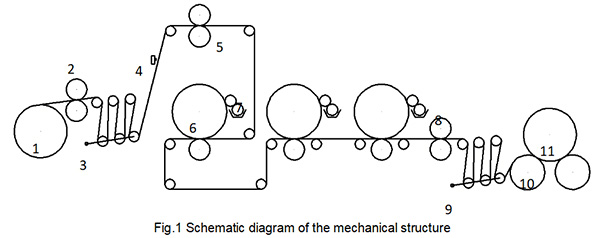
1.1 Toàn bộ thiết bị
Các thành phần chính của máy in flexo túi dệt nhiều màu: giá xả cuộn, trục xả cuộn, cơ cấu tích trữ vật liệu, cảm biến vạch màu, con lăn kéo trước, con lăn in, con lăn truyền mực, con lăn kéo sau, cơ cấu tích trữ sau, trục cuốn, sản phẩm hoàn thiện.
1.2 Chức năng xả cuộn
Phần xả cuộn gồm có: biến tần xả cuộn, cơ cấu tích trữ, chiết áp tích trữ và hệ thống chỉnh biên.
Để phù hợp với chiều dài vật liệu và bản in khác nhau, tốc độ hoạt động của con lăn kéo là: đồng tốc – tăng/giảm tốc – đồng tốc. Hệ thống điều khiển PID sẽ điều chỉnh tần số của biến tần để đảm bảo cơ cấu tích trữ luôn hoạt động ổn định và giữ ổn định độ căng xả cuộn.
Hệ thống chỉnh biên là hệ thống độc lập, điều khiển motor dịch chuyển trục xả cuộn qua lại dựa trên tín hiệu biên vật liệu, đảm bảo căn chỉnh chính xác mép vật liệu.
1.3 Chức năng kéo
Phần kéo được chia thành hai trục servo: kéo trước và kéo sau.
Trục kéo hoạt động theo cam điện tử được lập trình tùy theo chiều dài vật liệu và bản in. Việc điều chỉnh lực căng giữa hai trục kéo được thực hiện bằng cách đặt tỷ lệ cam phù hợp để trục kéo sau luôn nhanh hơn một chút, tạo lực căng nhất định giữa các đoạn túi dệt.
1.4 Chức năng in
Con lăn in hoạt động đồng bộ với trục chính, chủ yếu ở tốc độ không đổi. Mỗi con lăn in đi kèm một bộ truyền mực gồm trục truyền mực và trục in.
Bản in dẻo được dán lên con lăn in, mực được truyền từ hệ thống truyền mực lên bản in, sau đó in lên vật liệu.
1.5 Chức năng cuốn
Phần cuốn gồm có: biến tần cuốn, cơ cấu tích trữ và chiết áp tích trữ.
Tương tự phần xả, để phù hợp với các chiều dài vật liệu khác nhau, tốc độ hoạt động của con lăn kéo là: đồng tốc – tăng/giảm tốc – đồng tốc. Sau khi tính toán PID, tần số biến tần được điều chỉnh sao cho cơ cấu tích trữ luôn nằm trong dải tín hiệu tương tự, duy trì độ căng ổn định khi cuốn.
2. Giải pháp tổng thể của INVT
2.1 Giới thiệu giải pháp
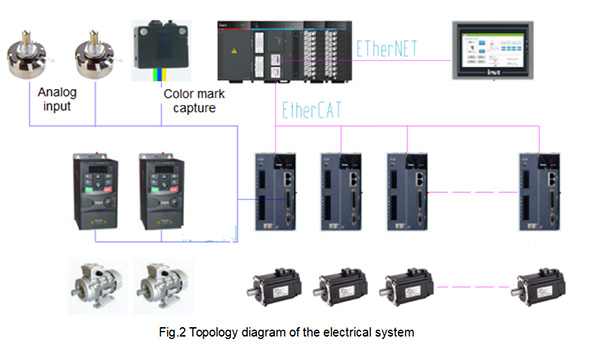
Giải pháp sử dụng PLC trung cấp AX70, hệ thống servo DA200, màn hình cảm ứng VS, và biến tần GD20 – tất cả đều là sản phẩm của INVT. PLC AX70 và hệ servo kết nối điều khiển đồng bộ qua bus EtherCAT tốc độ cao. PLC AX70 và HMI giao tiếp qua Ethernet, tốc độ truyền cao 100M giúp tương tác mượt mà hơn.
Tần số của biến tần được điều khiển bằng cổng analog trên driver servo, được hiệu chỉnh thông qua PLC AX để tăng tốc độ phản hồi và tiết kiệm chi phí thiết bị điện.
2.2 Sơ đồ hệ thống điện trường
2.3 Danh sách thiết bị điện
| Tên thiết bị | Mã sản phẩm | Thương hiệu | Số lượng |
|---|---|---|---|
| PLC CPU | AX70-C-1608P | INVT | 1 |
| Module DI | AX-EM-1600D | INVT | 1 |
| Module DO | AX-EM-0016DP | INVT | 1 |
| HMI | VS-102HCS | INVT | 1 |
| Servo drive | DA200-4R4-4 | INVT | 2 |
| Động cơ servo | MM18-4R4B-4 | INVT | 2 |
| Servo drive | DA200-2R0-4 | INVT | 3 |
| Động cơ servo | MM13-2R0E-4 | INVT | 3 |
| Biến tần | GD20 | INVT | 2 |
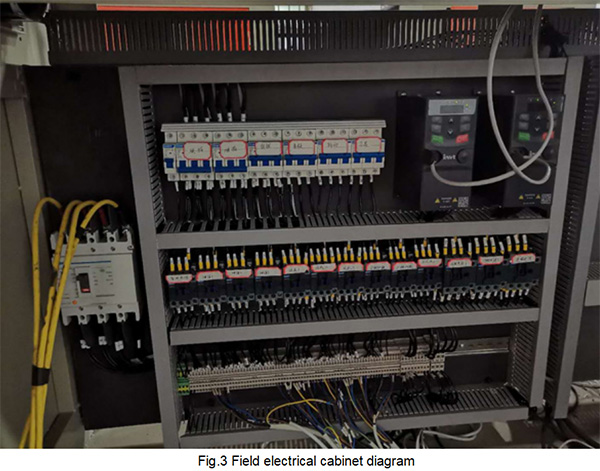
2.4 Sơ đồ tủ điện hiện trường
3 Tính năng giải pháp
3.1 Chức năng in tốc độ đầy đủ
Trước đây, hệ thống in chỉ có thể ăn khớp cam ở trạng thái con lăn in dừng, do hạn chế bởi quán tính lớn và tính chất đàn hồi của túi dệt. Khi tăng tốc, vật liệu dễ lệch vị trí, dẫn đến sai lệch màu lớn.
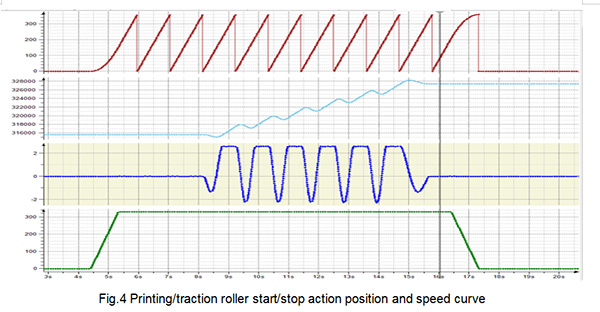
Giờ đây, nhờ chức năng điều khiển đồng bộ cam của PLC AX70, con lăn in và vật liệu luôn chạy cùng tốc độ sản xuất, tránh lệch màu trong giai đoạn tăng/giảm tốc. Độ sai lệch màu toàn bộ <0.8mm ở tốc độ 120m/phút.
Sau khi con lăn in đạt tốc độ và quay 3 vòng để nhận mực, hệ thống kéo bắt đầu tăng tốc theo cam và in đồng thời. Khi dừng, cam giảm tốc giúp ngắt in, sau đó con lăn in giảm tốc và dừng.
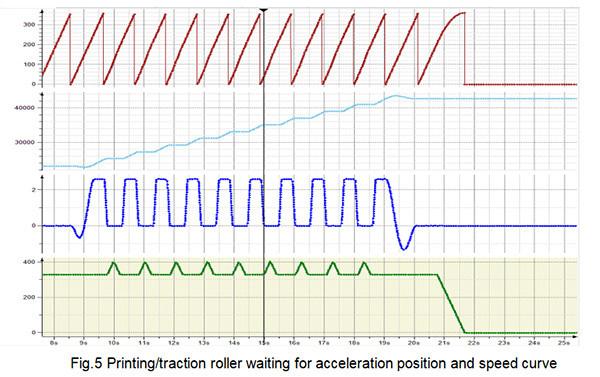
3.2 Chức năng tăng tốc con lăn in khi kéo đang chờ
Trong giai đoạn con lăn kéo chờ, con lăn in sẽ tăng tốc trước, giúp rút ngắn thời gian vận hành mà không ảnh hưởng đến chất lượng in. Tốc độ sản xuất có thể tăng đến 30%.
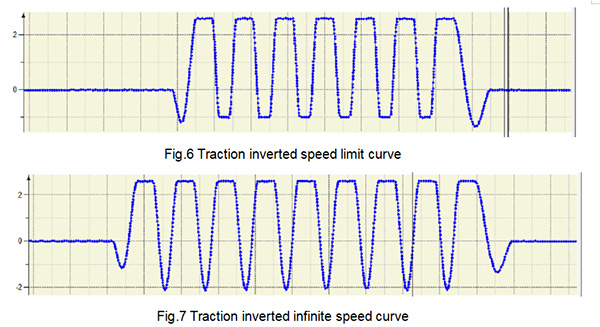
3.3 Chức năng đảo chiều toàn bản in với tốc độ cuốn tối thiểu
Khi in toàn bản, trục kéo phải đảo chiều cùng vật liệu. Do túi dệt dễ bị kéo giãn, việc đảo chiều dễ gây biến dạng. Giải pháp hiện tại giới hạn tốc độ đảo chiều, giảm khoảng cách đảo, giảm độ căng vật liệu.
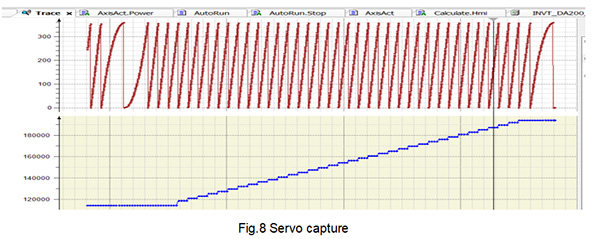
3.4 Chức năng bắt vạch màu bằng servo DI
Chức năng bắt vạch màu sử dụng ngắt nội bộ của servo để ghi nhận vị trí encoder, có độ chính xác cao, khó mất chuẩn, vị trí đánh dấu chính xác 0.15mm ở tốc độ 100m/phút. Nếu trong cửa sổ vạch màu có nhiều tín hiệu, hệ thống sẽ chọn vị trí lệch ít nhất. Không tích lũy sai số vị trí và không bị ảnh hưởng bởi vạch màu lỗi.
4 Kết luận
Giải pháp tổng thể cho máy in flexo túi dệt nhiều màu của INVT, sử dụng chức năng cam điện tử linh hoạt của Codesys, giúp nâng cấp đáng kể tính năng và hiệu suất so với giải pháp truyền thống. Việc in màu không còn bị sai lệch trong giai đoạn tăng/giảm tốc, giảm lãng phí vật liệu. Ở tốc độ sản xuất tối đa 120m/phút, độ sai lệch màu tổng thể <0.8mm. Khi vật liệu vào tốc độ 100m/phút, độ chính xác đánh dấu đạt 0.15mm.
Để lại một bình luận
Bạn phải đăng nhập để gửi bình luận.