
Máy bóc ván lạng là một trong những thiết bị chính trong dây chuyền sản xuất ván ép. Thiết bị này có thể chia thành hai loại: loại có kẹp gỗ và loại không kẹp gỗ. Loại có kẹp thích hợp với gỗ có đường kính lớn, còn loại không kẹp phù hợp với gỗ đường kính nhỏ. Bài viết này chủ yếu giới thiệu giải pháp tổng thể cho máy bóc ván không kẹp sử dụng PLC, HMI và biến tần của INVT.
1. Giới thiệu ứng dụng
Máy bóc ván lạng không kẹp gỗ có các trục lăn ở cả hai đầu trước và sau. Với lực tác động từ động cơ, gỗ bên trong sẽ được bóc từng lớp. Đây là thiết bị bóc gỗ hiệu suất cao và chính xác cao. Đường kính phần gỗ thừa còn lại dưới 1cm, tốc độ bóc tuyến tính có thể đạt 150 mét/phút, sai số độ dày ±0.1mm, sai số chiều rộng ±2mm.
Máy bóc ván trục đơn:

Máy bóc ván trục kép:
2. Giải pháp INVT
2.1 Cấu hình hệ thống
Đối với máy bóc ván lạng này, PLC IVC1L và HMI VS070 của INVT được sử dụng để điều khiển và hiển thị. PLC điều khiển biến tần trục lăn đơn/kép và biến tần cấp liệu qua 3 kênh xung tốc độ cao 50 kHz, đồng thời giao tiếp với HMI và biến tần dao cắt qua Modbus RS485.
Sơ đồ hệ thống:

Danh sách cấu hình hệ thống:
| Tên thiết bị | Mã hiệu | Số lượng | Ghi chú |
|---|---|---|---|
| PLC | IVC1L2416MAT | 1 | Điều khiển chính |
| HMI | VS070 | 1 | Cài đặt và hiển thị |
| Biến tần trục lăn | GD200A-030G/037P-4 | 1 | Trục lăn chính |
| Biến tần trục cao su | GD200A-015G/018P-4 | 1 | Băng tải |
| Biến tần cấp liệu | GD200A-2R2G-4 | Trục cấp liệu (kèm điện trở xả) | |
| Biến tần dao cắt | GD35-2R2G-4-H1 | 1 | Dao cắt (kèm điện trở xả) |
*Ở Việt Nam, GD35 được thay bằng GD350A gắn card encoder.
2.2 Sơ đồ điện

Tủ điều khiển:

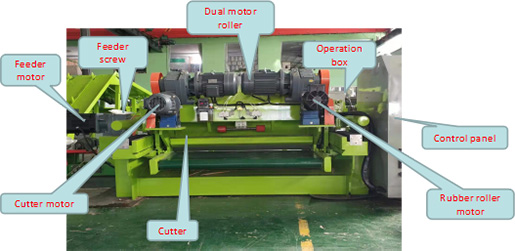
Hình ảnh thực tế máy bóc ván:

2.3 Quy trình điều khiển
Khi gỗ được nạp vào, máy bắt đầu chạy, PLC và biến tần GD35 sẽ nhận tín hiệu và tính toán nhanh chóng, đảm bảo tấm gỗ cuối cùng là hoàn chỉnh và đạt chất lượng.
- PLC: đầu não phát hiện tín hiệu và phân phối lệnh
- HMI: cài đặt và hiển thị thông số
- Trục lăn: giữ gỗ và làm quay gỗ
- Trục cấp liệu: tiến theo đường cong tính toán, đảm bảo độ dày đều
- Trục cao su: vận chuyển tấm gỗ
- Dao cắt: cắt tấm gỗ theo chiều dài, chiều dài có thể cài đặt qua HMI
2.4 Cài đặt thông số
2.4.1 Cài đặt biến tần dao cắt
| Mã thông số | Tên thông số | Giá trị cài đặt |
|---|---|---|
| P00.00 | Chế độ điều khiển tốc độ | 3 |
| P00.01 | Kênh lệnh chạy | 1 |
| P00.03 | Tần số đầu ra tối đa | 200 |
| P00.04 | Giới hạn trên tần số chạy | 200 |
| P00.06 | Lựa chọn kênh lệnh tần số | 4 |
| P00.11 | Thời gian tăng tốc 1 | 0.5 |
| P00.12 | Thời gian giảm tốc 1 | 0.8 |
| P05.01 | Chức năng đầu vào S1 | 1 |
| P05.02 | Chức năng đầu vào S2 | 45 |
| P05.04 | Chức năng đầu vào S4 | 7 |
| P05.06 | Chức năng đầu vào S6 | 4 |
| P05.08 | Chức năng đầu vào S8 | 43 |
| P08.06 | Tần số chạy jog | 50 |
| P08.07 | Thời gian tăng tốc chế độ jog | 0.6 |
| P08.08 | Thời gian giảm tốc chế độ jog | 0.6 |
| P14.00 | Địa chỉ truyền thông nội bộ | 5 |
| P14.02 | Kiểm tra bit số | 0 |
| P20.00 | Loại encoder | 0 |
| P20.01 | Số xung encoder | 2500 |
| P21.28 | Hệ số bù mô-men xoắn | 40 |
| P23.00 | Chế độ cắt | 1 |
| P23.03 | Đường kính dao cắt | 220 |
| P23.04 | Tử số hộp số dao cắt | 150 |
| P23.05 | Mẫu số hộp số dao cắt | 10 |
| P23.06 | Đường kính trục cấp liệu | 120 |
| P23.07 | Xung encoder trục cấp liệu | 600 |
| P23.11 | Tăng tốc độ cắt trong vùng đồng bộ | 14.6 |
| P23.16 | Đơn vị chiều dài cắt | 3 |
2.4.2 Cài đặt biến tần trục lăn / trục cao su / trục cấp liệu
| Mã thông số | Tên thông số | Trục lăn | Trục cao su | Trục cấp liệu |
|---|---|---|---|---|
| P00.00 | Chế độ điều khiển tốc độ | 2 | 2 | 2 |
| P00.01 | Kênh lệnh chạy | 1 | 1 | 1 |
| P00.03 | Tần số đầu ra tối đa | 200 | 200 | 200 |
| P00.04 | Giới hạn trên tần số | 200 | 200 | 200 |
| P00.06 | Lựa chọn kênh lệnh tần số | 4 | 4 | 4 |
| P00.11 | Thời gian tăng tốc | 0.5 | 0.5 | 0.5 |
| P00.12 | Thời gian giảm tốc | 0.8 | 0.8 | 0.8 |
| P05.01 | Chức năng đầu vào S1 | 1 | 1 | 1 |
| P05.02 | Chức năng đầu vào S2 | 0 | 0 | 2 |
| P05.04 | Chức năng đầu vào S4 | 7 | 7 | 7 |
| P08.37 | Bật chức năng hãm động năng | 0 | 0 | 1 |
3. Ưu điểm hệ thống
- Tính toán bán kính gỗ chính xác cao
- Phản hồi nhanh từ biến tần dao, đảm bảo độ dài tấm chính xác
- Phản hồi nhanh từ biến tần cấp liệu, độ dày đều
- Tốc độ điều chỉnh linh hoạt, tối đa 200m/phút
- Đảm bảo tấm cuối cùng đạt chất lượng, giảm lãng phí
- Tự động hóa hoàn toàn, không cần người giám sát
4. Kết luận
Giải pháp sử dụng PLC, HMI và biến tần GD35 GD200A của INVT đã được áp dụng thành công cho máy bóc ván – thiết bị chính trong sản xuất ván ép. Hệ thống giúp nâng cao hiệu suất và độ chính xác sản xuất, thiết kế thân thiện với người dùng và dễ bảo trì. Giải pháp này đã được triển khai rộng rãi khắp Trung Quốc, góp phần nâng cao năng lực cạnh tranh cho các đối tác của INVT.
Tài liệu tham khảo:
[1] Hướng dẫn sử dụng biến tần vector đa năng GD200A – Công ty TNHH Điện INVT Thâm Quyến
[2] Hướng dẫn sử dụng biến tần vòng kín GD35 – Công ty TNHH Điện INVT Thâm Quyến
Để lại một bình luận
Bạn phải đăng nhập để gửi bình luận.